









 Акции и скидки
Акции и скидки Москва
Москва  Эл. почта
Эл. почта 



 Страна производитель: Россия
Страна производитель: Россия ГосРеестр: Россия
ГосРеестр: Россия Наличие на складе: есть
Наличие на складе: есть  Гарантия: 1 год
Гарантия: 1 годОписание товара
Особенности :
- Фазированная решетка, имеющая 16 и 32 параллельных канала (в подготовке 64 и 128 канала);
- Возможность подключения стандартных одноэлементных преобразователей и работы в общем режиме (эхо-метод, теневые методы и т.д.).
- При работе с ФР — одновременный вывод S-scan и A-scan, для одновременного поиска и отбраковки, без необходимости специальной разрешительной документации (Нормативных документов) на ФР.
- Бесконтактный контроль осуществляется с помощью ЭМАП.
- Дефектоскоп имеет маленькие габариты и небольшой вес.
- Прибор оснащен высококонтрастным цветным TFT — дисплеем.
Интерфейс

Простой удобный в использовании интерфейс, позволяющий быстро разобраться в настройках даже начинающему при выполнении специализированных задач.
Помощь
Интерактивное справочное меню с детальными пояснениями и описанием определений для каждого шага.
Удобный мультфункциональный интерфейс
Управление дефектоскопом происходит с помощью удобных мультфункциональных клавиш. Высокая чуствительность кнопок позволяет использовать дефектоскоп в герметичном защитном чехле. Присутствует функция защиты от случайного нажатия. Интерфейс прибора полностью русифицирован.
Совместимость
Для переноса данных на компьютер к дефектоскопу подключается флэш-накопитель. Также имеется возможность подключения видео-, фотокамеры для съемок объектов, с дальнейшим просмотром снимков. В дефектоскопе реализована возможность просмотра фотографий, документов и видеофайлов.
Надежность оборудования
Дефектоскоп DIO 1000 PA соответствует всем международным стандартам и ГОСТам, предъявляемых к данному виду оборудования. Прошел следующие виды испытаний:
- Экологические испытания EN 600-2-78;02; EN 60068-1.
- Испытания на виброустойчивость и вибропрочность EN 60068-2-6 Эд 2:08.
- Испытания на ударопрочность (устойчивость к ударам) EN 60068-2-29:1996 + Z1: 10.
Применение
Ультразвуковой дефектоскоп DIO 1000 PA используется в различных отраслях промышленности, где требуется применение ультразвукового контроля. Теперь Вы можете контролировать объекты, ранее недоступные из-за громозкости и большого веса дефектоскопов других производителей.
- Авиационная отрасль. Контроль узлов выполненных из цветных металлов и композитных материалов.
- Автомобильная отрасль. Применяется для осуществления контроля качества точечной сварки.
- Железнодорожная отрасль. Для контроля качества изделий выполненных из сталей содержащих марганец.
- Литейная отрасль. Исследования проката, поковок, различных деталей.
- Энергетическая отрасль. Контроль и диагностика волов, фланцев, ступиц, швов.
- Строительство трубопроводов (нефтепроводов, газопроводов и водопроводов).
- Строительная отрасль. Диагностика и контроль ответственных и особо важных узлов.
- Научно — исследовательские работы. Исследование структуры различных материалов.
- Различные объекты контроля из металлов, композитов, пластмасс.
Фазированные решетки
В дефектоскопе DIO 1000 PA реализован вывод изображений дефектов в виде S- и W-сканов с помощью использования фазированной решетки. В отличие от аналогов дефектоскоп не использует громоздкие дополнительные модули, происходит простое подключение различных фазированных решеток с последующей мгновенной инициализацией.
Визуализация проходит с использованием фазированной решетки. Это дает возможность производить визуализацию дефектов в виде различных сканов (А,B, C, S и W — сканов).
Основное достоинство метода — значительное повышение скорости сканирования, которое может осуществляться без поперечных перемещений преобразователей. Вкупе с легкостью и миниатюрными габаритами прибора, процесс нахождения дефектов в ранее не доступных и в труднодоступных местах значительно ускоряется и упрощается.
ФАР могут использоваться как в ручном режиме, так и в механизированном (накопление массива данных с выводом в виде редактируемого C-scan) с использованием сканеров.
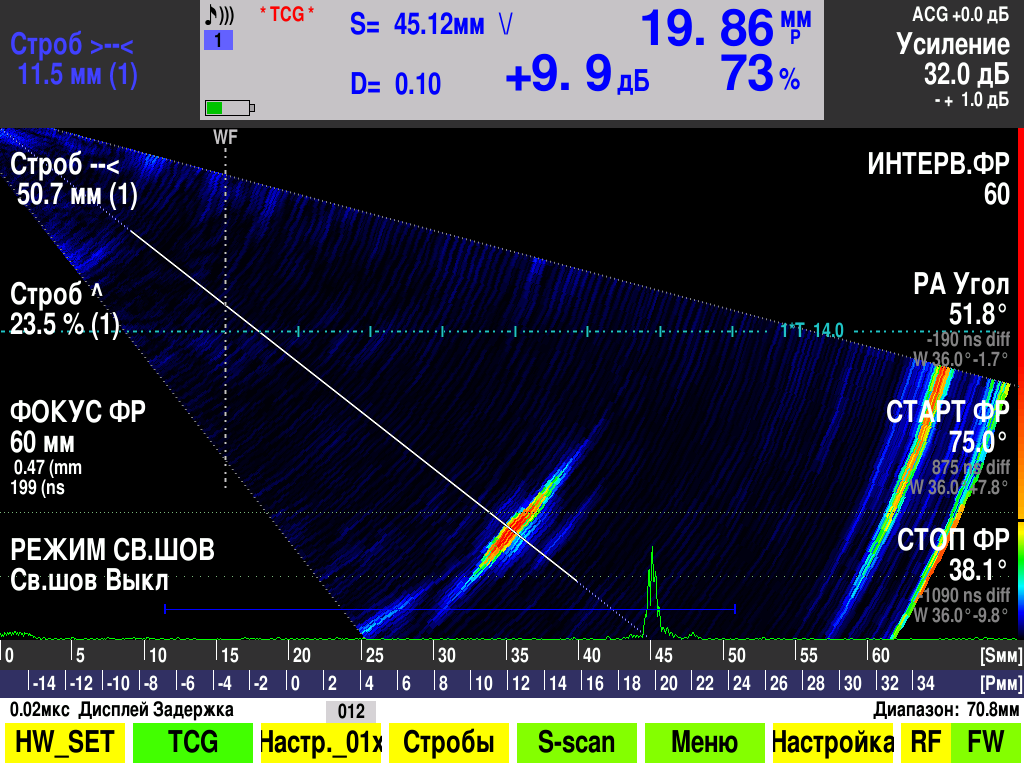
Контроль в ручном режиме с использованием ФР
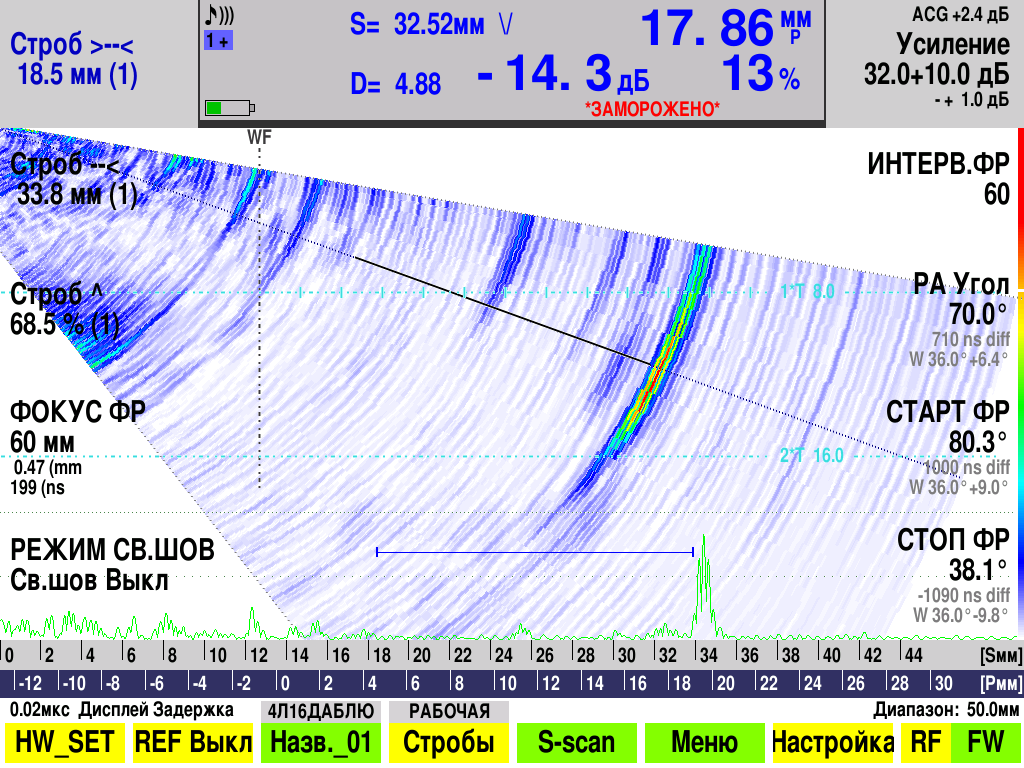
При контроле в ручном режиме фазированной решеткой используется совмещенное отображение S-scan и A-scan. На S-scan отображается маркер угла, который выставляется либо произвольно либо согласно нормативным документам. Сигналы, попадающие в поле действия маркера угла отображаются на А-скане (внизу экрана), где и производится классическая отбраковка.
В этом режиме можно использовать различные зоны контроля, стробы, АРК (DAC), ВРЧ (TCG) и т.д.
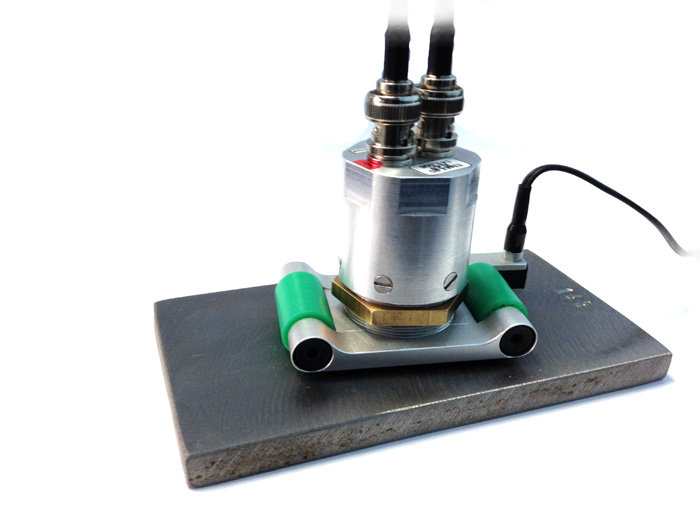
Контроль в механизированном режиме с использованием ФР
Дефектоскоп DIO 1000 PA имеет встроенный функционал записи массивов C-scan. Фазированная решетка закрепляется в сканере с магнитными колесами и энкодером (датчиком пути). При этом используется режим отображения S-scan+C-scan+Ascan.
При движении сканера энкодер посылает сигналы о передвижении, а прибор ведет запись S-scan в каждой дискретной точке пути, образуя массив C-scan. После окончания записи имеется возможность сохранения массива в постоянную память дефектоскопа (16 гБ).
Перемещая маркер по C-scan в любую точку, автоматически отображается S-scan записанный в этой точке. Путем перемещения маркера угла на S-scan, находится дефект, сигнал от которого отображается на A-scan и отбраковывается классическим способом.



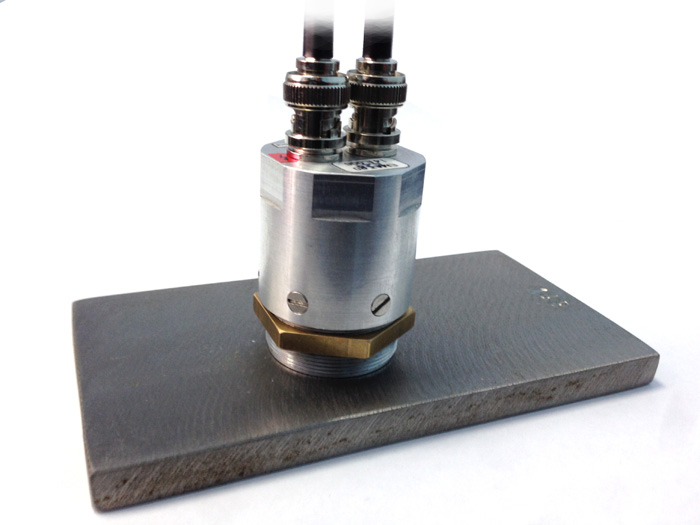
Электромагнитно — акустический метод

Дефектоскоп DIO 1000 PA имеет возможность осуществлять контроль с применением ЭМАП (элетромагнитно — акустических преобразователей).
Метод применяется для измерения толщины, контроля утонений и ржавчины на объектах с неподготовленной поверхностью, через лакокрасочные покрытия, осадки, накипи, магнетиты и ржавчину.
Принцип данного метода контроля заключается в следующем:
- Часть электрической энергии электромагнитных волн преобразуется в другой вид энергии (упругих колебаний), имеющие колебание той же частоты или кратные им.
- Электромагнитное поле генерирует ультразвуковой импульс, распространяющий по исследуемому объекту.
- Отражаясь от границ дефектов (противоположных) создается последовательность эхо — сигналов (которые имеют затухающий характер).
- Датчик преобразователя эти сигналы регистрирует и передает в сигнальный процессор, где происходит их дальнейшая обработка.
Преимущества данного метода:
- Нет необходимости использовать контактный гель.
- Преобразователь не изнашивается.
- При достаточно высоких температурах на исследуемой поверхности — датчики не повреждаются.
- Возможно применение при достаточно сложных конфигурациях и малых диаметрах труб.
- Использование призм не требуется.
- Данный метод легко интегрировать в поточное производство.
- Благодаря применению этого метода, есть возможность генерировать направленные поперечные волны (горизонтальные волны под прямым углом — 90 градусов), волны Лэмба и другие уникальные типы волн, что позволяет производить контроль пластин и прутков.
Функции
Цифровой ультразвуковой дефектоскоп DIO 1000 PA сочетает высокий уровень ультразвукового контроля традиционным методом и широкие возможности применения фазированных решеток. Прибор обладает всеми известными на сегодняшний день возможностями и прикладными функциями, характерными для современного цифрового дефектоскопа, а также выгодно отличается от конкурентов новаторскими возможностями.
Визуализация
Интерфейс позволяет визуализировать и одновременно выводить на экран различные разветки и сканы, напимер А-скан и S-скан. Комбинация сканов позволяет одновременно выявлять и охарактеризовывать потенциальные дефекты под разными углами с использованием фазированной решётки.
Режим профиля сварного шва (weld manager)
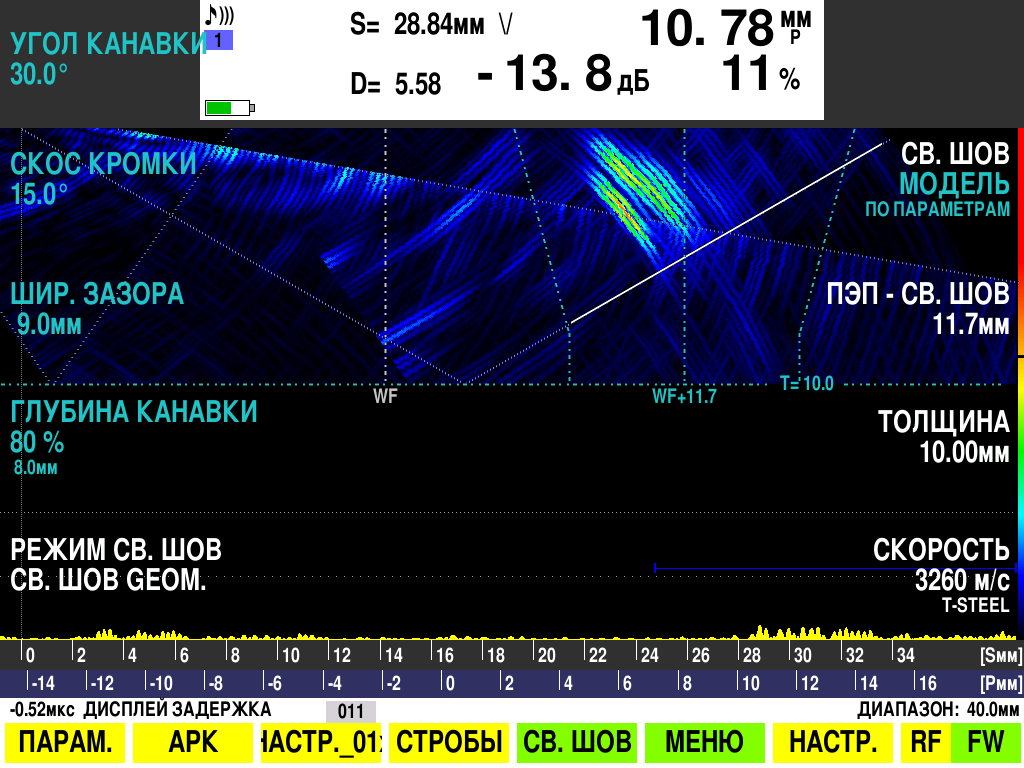
Удобная функция, позволяющая задать геометрию сварного шва для наглядного представления положения дефекта в проекции сварного соединения. Функция значительно расширяет возможности по определению залегания дефектов, их положения и геометрических размеров.
Различные В, С-сканы и т.д.
Возможности прибора позволяют визуализировать дефекты с помощью большого количества разверток и сканов, используя энкодеры (датчики пути) для фазированных решеток или с фиксацией по времени. При перемещении датчика вдоль поверхности объекта происходит визуализация с последующим сохранением картинки и данных в память прибора.
Создание наглядных отчетов
Усовершенствованная функция создания отчетов обеспечивает удобный вывод наглядных отчетов и информации в нескольких форматах. В приборе реализована возможность инвертирования цветов результатов, полученных на экране, для более наглядного представления на отчете. Имеется возможность самостоятельной конфигурации отчетов, путем редактирования файлов XML, для удобства вывода информации.
Созданные отчеты в различных форматах (PNG, HTML, XML и т.д.) переносятся на компьютер через USB-накопитель, подключаемый к дефектоскопу.
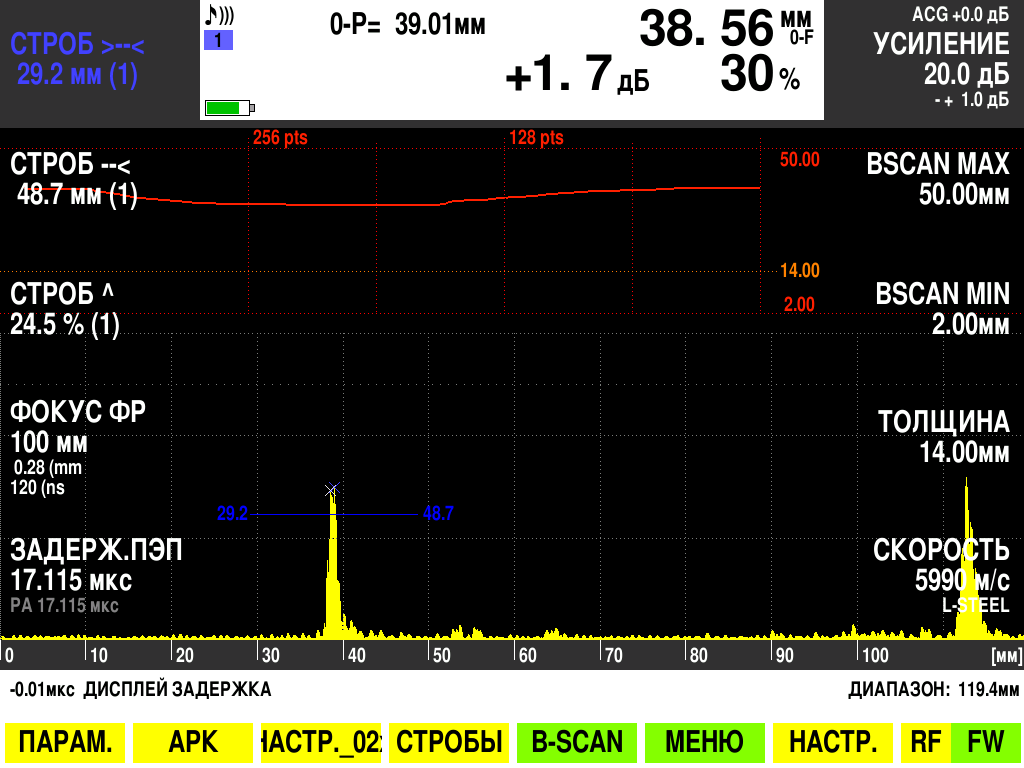
Дефектоскоп DIO1000 PA также имеет режим работы «классический дефектоскоп» со стандартными наклонными или прямыми преобразователями. Результаты выводятся в виде А-скана. В данном режиме дефектоскоп обладаем всеми функциями, характерными для современного цифрового дефектоскопа общего назначения. Работа в этом режиме позволяет корректно оценивать размеры обнаруженных дефектов, согласно действующим РД и методикам УЗК.
Фазированная решетка в режиме «классик»
В режиме «классический дефектоскоп» не обязательно подключать обычный УЗ преобразователь. Фазированная решетка может работать в режиме одиночного ПЭП. Программно выставляется угол наклона, частота и другие характеристики любого стандартного преобразователя, и проводится контроль традиционным методом.
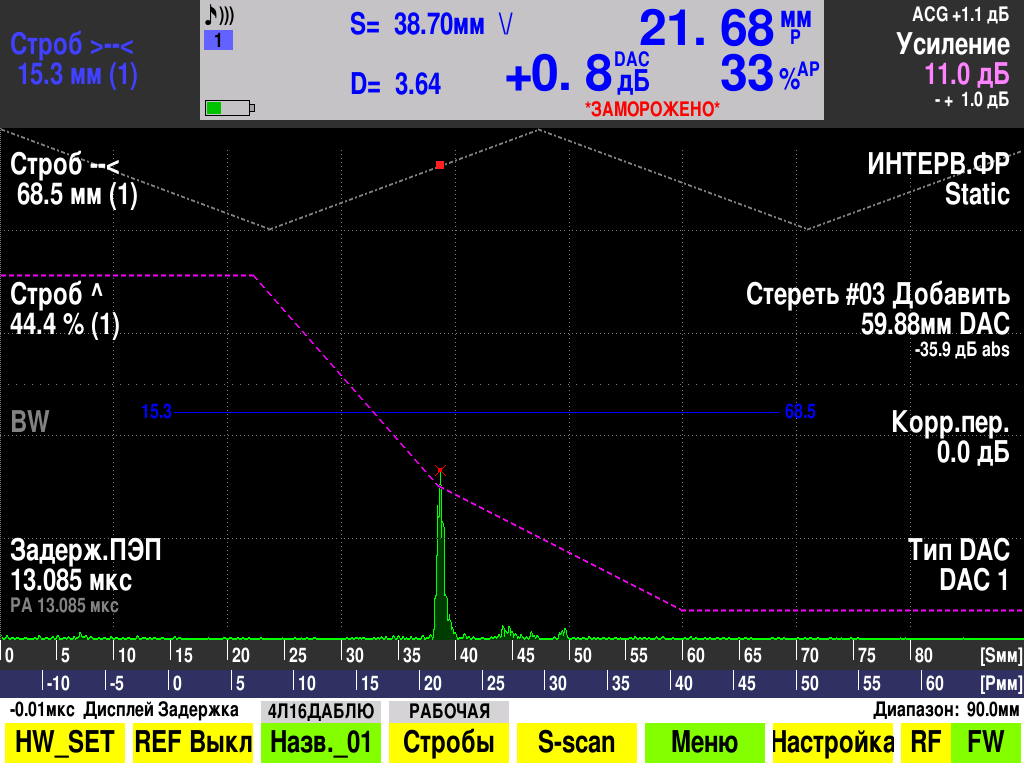
Динамический DAC — АРК (Коррекция амплитуды ВРЧ)
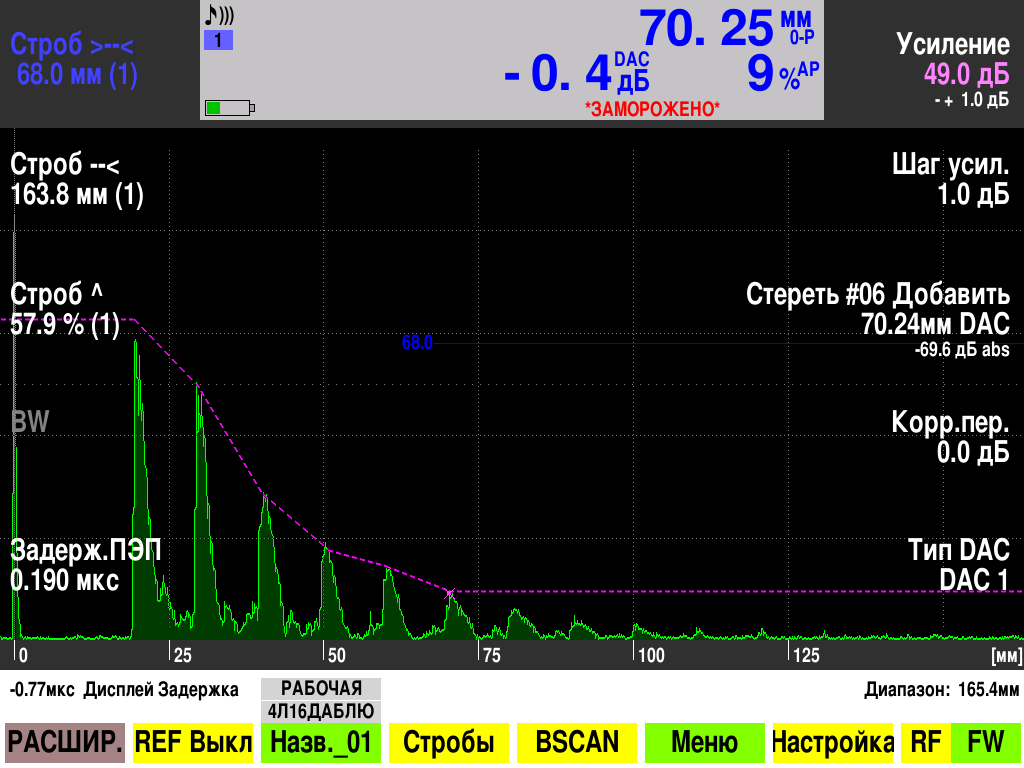
Кривая коррекции «амплитуда-расстояние». Функция, выполняющая построение кривой чувствительности по зоне контроля. DAC кривая — это линия, соединяющая максимумы эхо-сигналов (до 20 точек) от идентичных отражателей расположенных на различном расстоянии. Позволяет эффективно производить отбраковку по всей области контроля с учетом затухания сигнала в материале.
TCG Modes (Time Corrected Gain) — ВРЧ для всех законов фокусировки
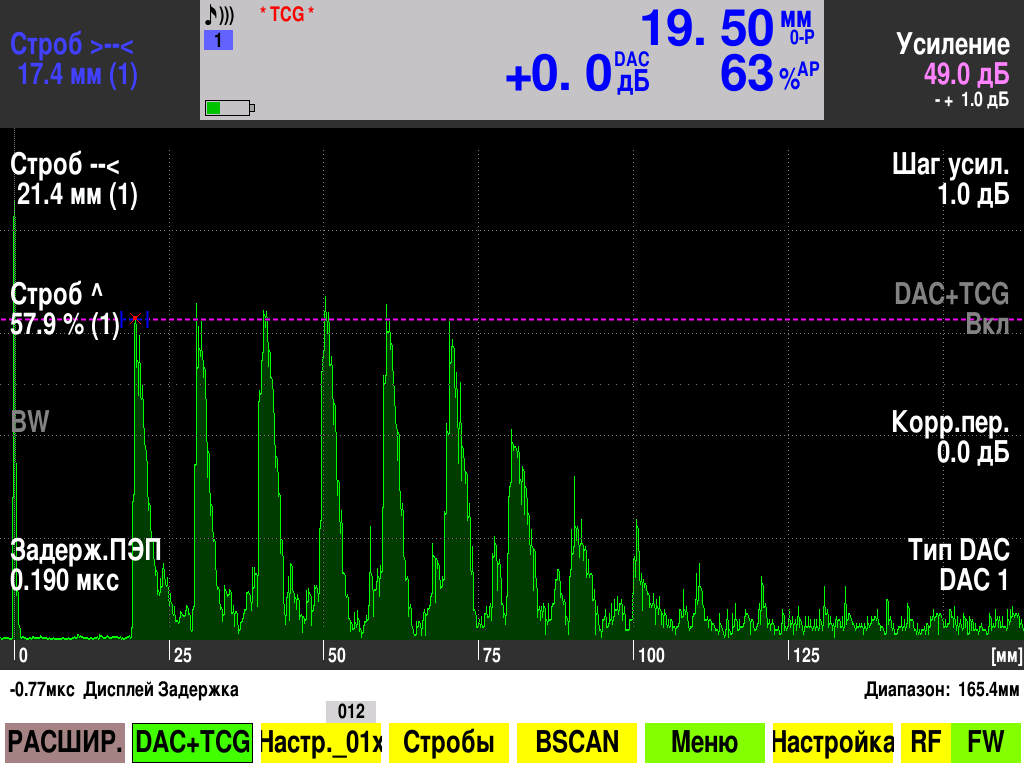
ВРЧ (временная регулировка чувствительности) необходима для выравнивания амплитуды сигнала с учетом расстояния до дефекта.
DGS (цифровая АРД-диаграмма)
Данный метод определения размера дефекта основан на оценивании эхосигнала с помощью диаграммы DGS, связанной с определенным типом датчика, а также контролируемым объектом. Диаграмма DGS представляет соотношение высоты эхосигнала, размера дефекта и расстояния до датчика.
Автоматическая калибровка преобразователя
Автоматическая калибровка дефектоскопа под используемые преобразователи по стандартному образцу.
Curved Surface Metric
Является полезной функцией для контроля наклонными преобразователями продольного шва на криволинейной поверхности объекта. При контроле наклонным преобразователем происходит коррекция для внутреннего и внешнего диаметра.




Обзоры
Отзывов пока нет.